| 碳棒尺寸和切割效能 | |
| 开槽宽度 | 棒直径*1.4 |
| 开槽深度 | 棒直径*0.7 |
| 碳棒静态性能水平 | |
| 电阻率 | <20μΩ m |
| 抗折强度 | >27Mpa |
| 体积密度 | 1.50g/cm3-1.65 g/cm3 |
| 灰份含量 | <0.8% |
| 水份含量 | <0.2% |
实力牌碳棒
优秀的中国碳棒制造商和出口商
优秀的中国碳棒制造商和出口商
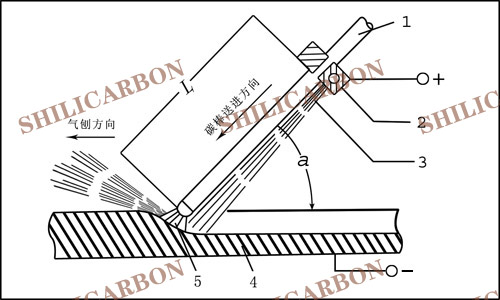
1.碳棒 2.气刨枪夹头 3.压缩空气 4.工件 5.电弧 L碳弧外伸长 a 碳棒与工件夹角
4.1.2特点
4.1.3应用
4.1.4使用设备
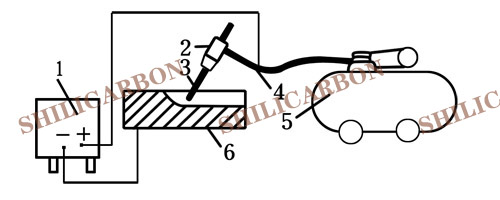
1.直流电弧焊机 2.气刨枪 3.碳棒 4.电缆气管 5.压缩空气机
4.1.5工艺参数及影响
I=(30~50)D
式中I-电流(A)
D-碳棒直径(mm)
对于一定直径的碳棒,如果电流较小,则电弧不稳,且易产生夹碳缺陷;适当增大电流。在实际应用中,一般选用较大的电流,但电流过大时,碳棒烧损很快,甚至碳棒熔化,所需一般碳棒直径应比所要求的刨槽宽度小2~4mm。
